Winderhitzer, auch als Cowper bezeichnet, sind markante Bauwerke, die zu jedem Hochofen gehören. Sie dienen dazu, die Luft, die in den Hochofen eingeblasen wird, zuvor auf hohe Temperaturen
erhitzen. Zu diesem Zweck wird zunächst gereinigtes Gichtgas, auch Reingas genannt, in den Winderhitzer geleitet und dort verbrannt. Der Innenraum ist mit feuerfesten Steinen gefüllt, in denen
die Verbrennungshitze gespeichert wird. Dann wird die Gaszufuhr abgedreht und Frischluft eingeleitet. Diese erhitzt sich an den Steinen auf rund 1.300 Grad und strömt dann vom Winderhitzer
in den Hochofen. Die kühle Frischluft wird Kaltwind genannt, die erhitzte Luft entsprechend Heißwind.
In der Zeit, in der ein Winderhitzer aufgeheizt wird, kann er keinen Heißwind liefern. Daher werden zwei Winderhitzer verwendet, die sich abwechseln. Ein dritter Winderhitzer dient als
Reserve, wenn bei den anderen Winderhitzern die regelmäßigen Wartungsarbeiten fällig sind - denn der Heißwind muss ohne Pause wehen, der Hochofen kann nicht abgeschaltet werden. Große Rohrleitungen
werden für Reingas, Kaltwind und Heißwind benötigt. Sie sind alle mit Sperrschiebern ausgestattet, um die Betriebsphasen umschalten zu können. Am Fuße der Winderhitzer sind außerdem
Verbindungen zu den unterirdischen Abgaskanälen vorhanden.
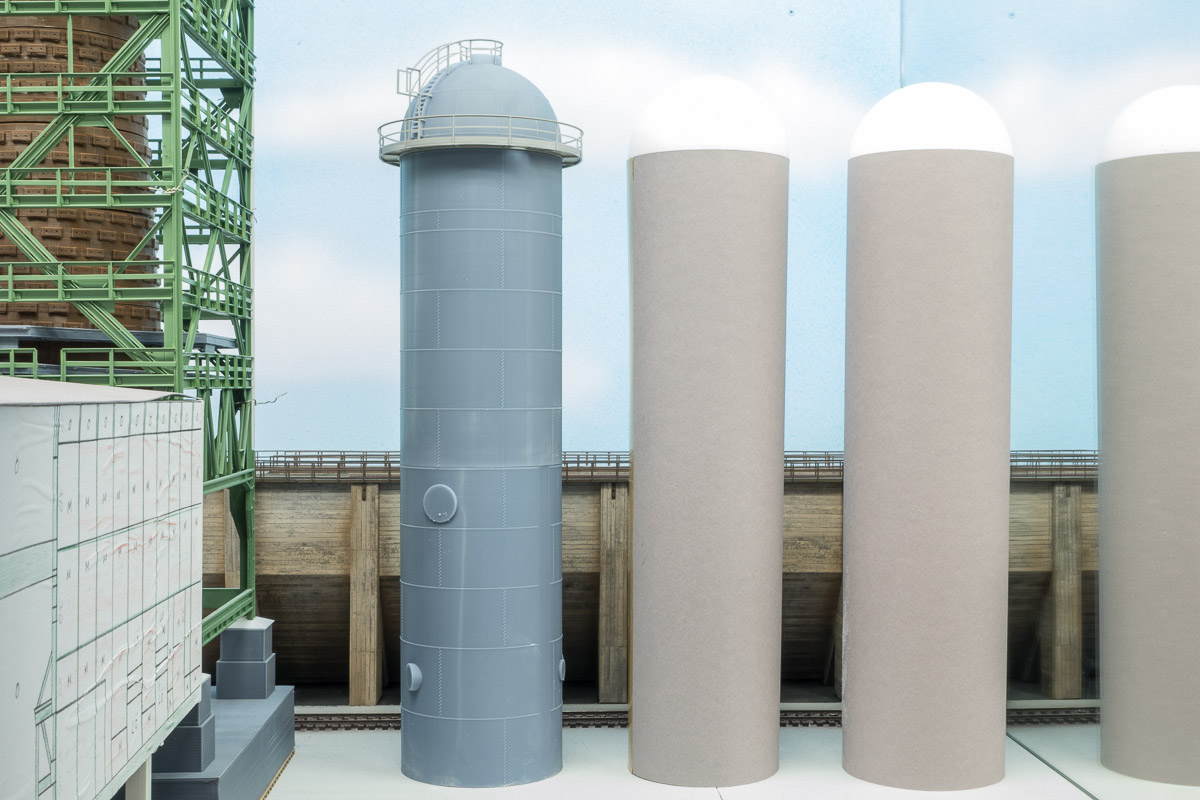
Für den Nachbau orientiere ich mich an den alten Winderhitzern der Henrichshütte. Auf dem ersten Foto sieht man den rostfarbenen Winderhitzer Nr. 32 eingerahmt links von den
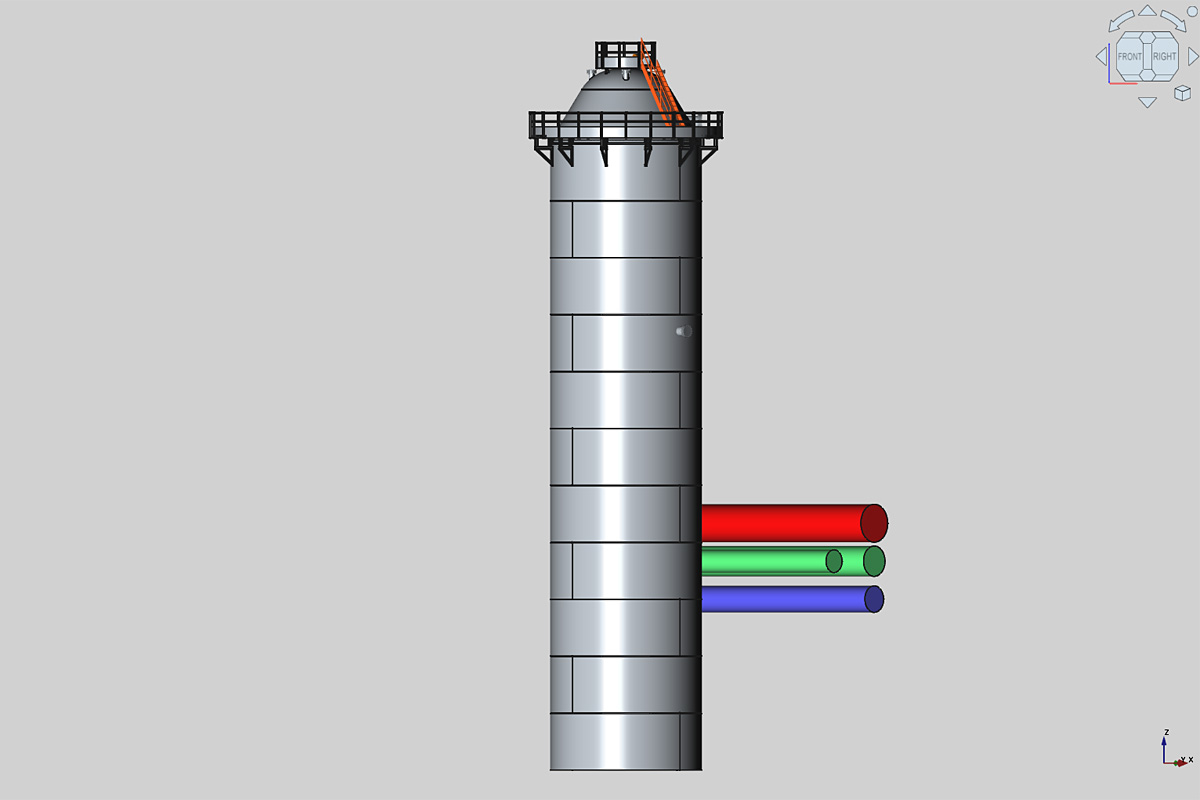
moderneren Konstruktionen aus Alublechen und rechts der westlichen Entstaubung. Der Durchmesser beträgt 7 Meter und die Gesamthöhe 30 Meter, so jedenfalls laut einer Planungszeichnung
aus dem Jahr 1961. Im Modell ist das ein Durchmesser von 80 mm und eine Bauhöhe von 344 mm. Aus Platzgründen kann ich die räumliche Anordnung aus Hattingen nicht übernehmen,
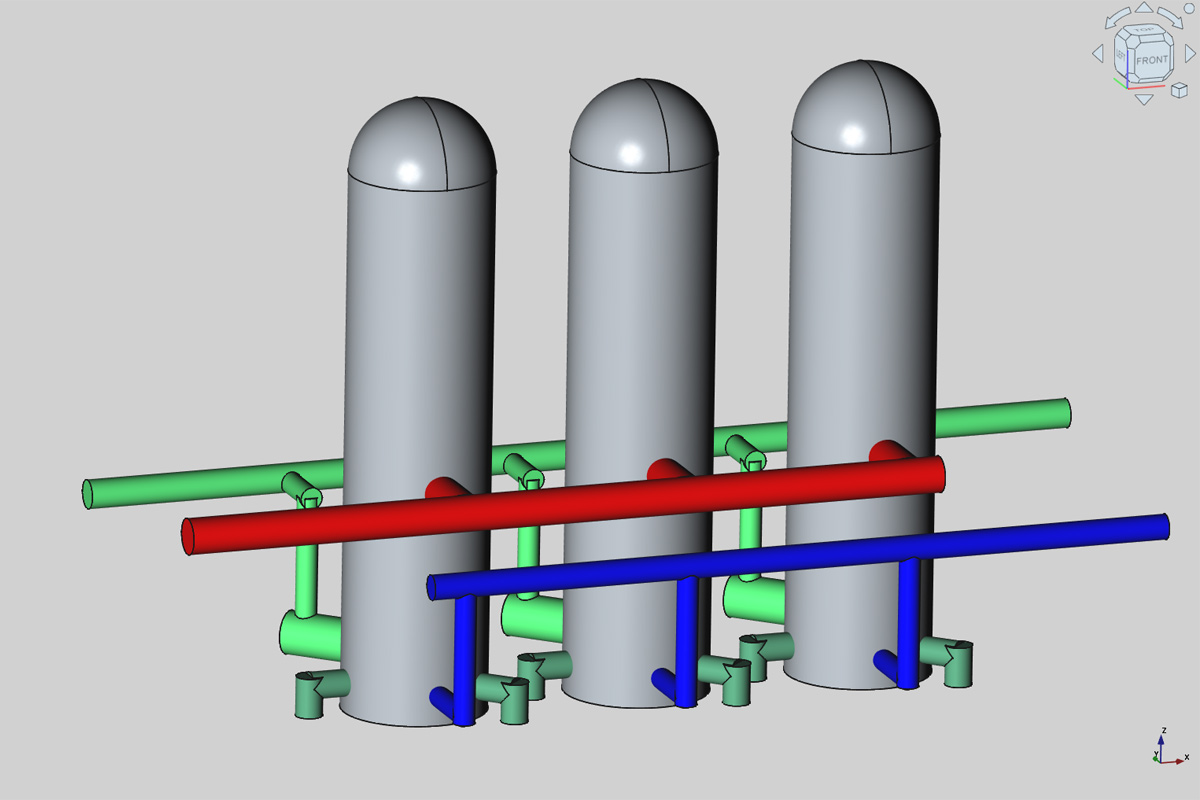
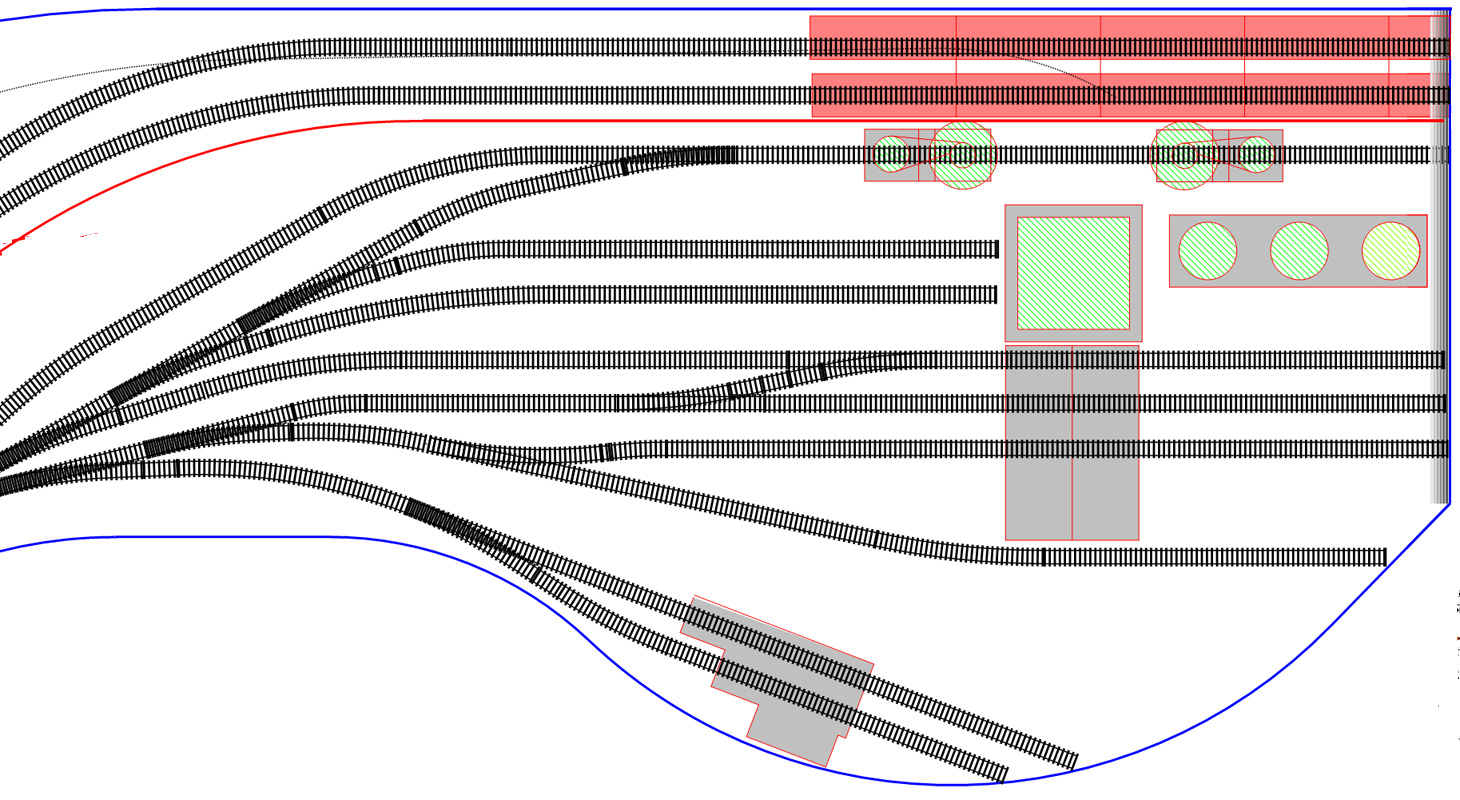
bei der Phoenix-Hütte werden drei Winderhitzer der alten Bauart rechts neben dem Hochofen stehen. Damit später alles an der richtigen Stelle steht, habe ich den Verlauf der Rohrleitungen für
Reingas, Kaltwind und Heißwind in FreeCad modelliert und dann in den Gleisplan von CADRail eingepasst.
Bei einem Besuch brachten Bernd P. und René B. einen Winderhitzer aus dem Bambulab X1C-Drucker mit. Das wirkte schon beeindruckend, aber anstelle der Stege wollte ich die die Nietreihen
des Originals nachbilden und ich war mit den Rundungen nicht ganz zufrieden. Also habe ich zunächst die Kuppel in FreeCad mit einfachen Nietreihen ohne weitere Details konstruiert und mit dem
Anycubic Mono in Resin gedruckt. Dabei kam der Anycubic buchstäblich an seine Grenzen, der Bauraum passt mit 80 mm Tiefe so gerade für den Kuppeldurchmesser von 80 mm. Das Ergebnis war im Vergleich
sofort überzeugend.
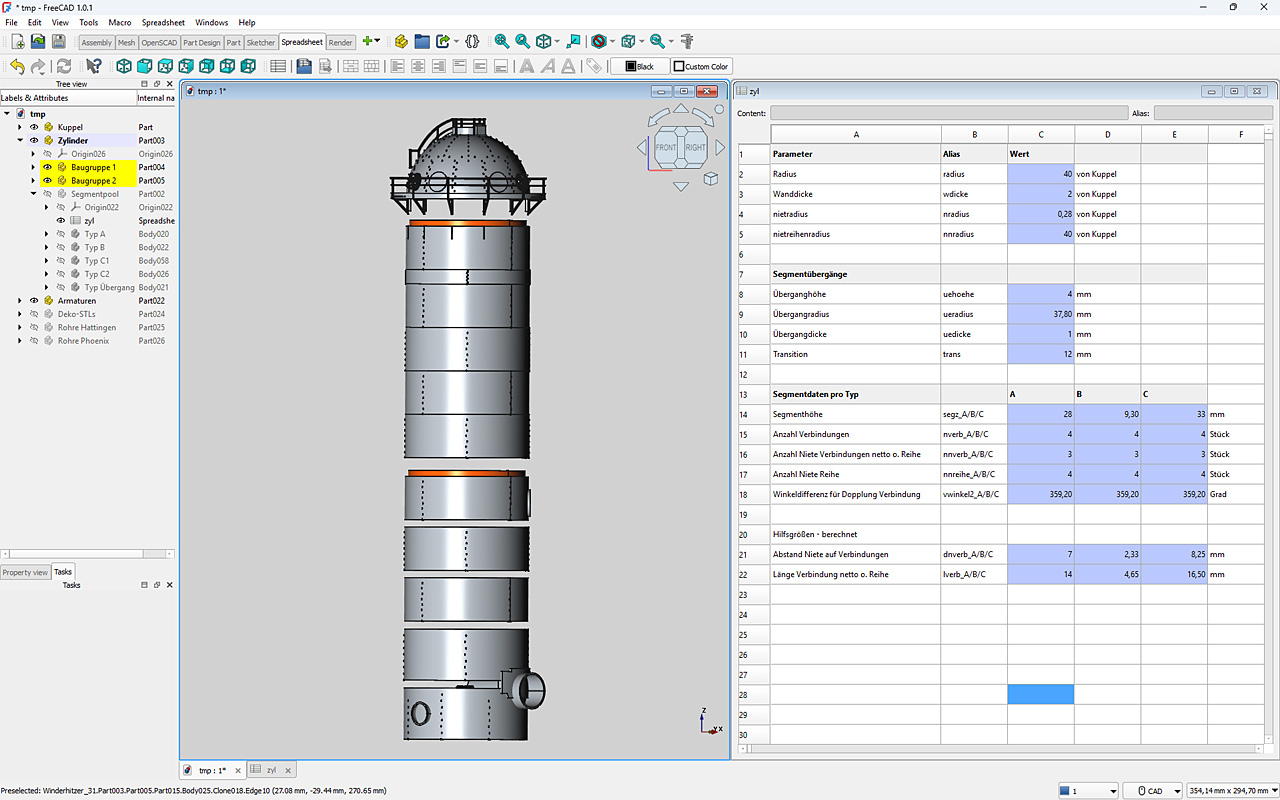
Nach dem erfolgreichen Test ging es dann aufs Ganze: Ich habe den Winderhitzer in einzelne Segmente zerlegt. Neben der Kuppel gibt es drei zylinderförmige Grundtypen. Diese habe ich einmalig konstruiert und
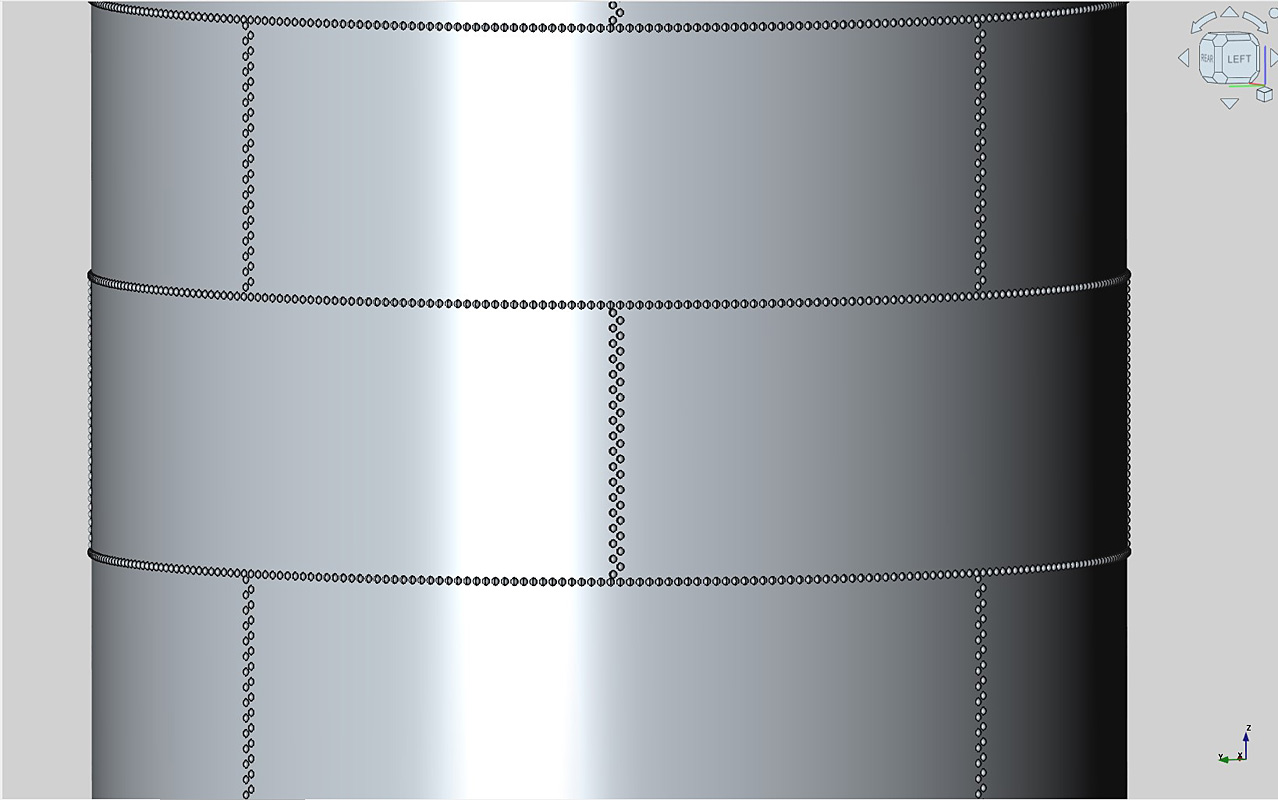
dann den kompletten Winderhitzer aus entsprechend vielen Kopien (in FreeCad: Clone) zusammengesetzt. Die Niete haben nun eine maßstäbliche Größe, die senkrechten Verbindungen sind als doppelte
Nietreihe nachgebildet. Sämtliche Abmessungen, aber auch die Anzahl, Position und Dichte der Nietreihen sind parametrisiert. Damit konnte ich die Konstruktion leicht anpassen, als ich noch genauere Informationen zur Vorbildgeometrie bekommen hatte. Der Winderhitzer lässt sich auch variabel für den
3D-Druck aufteilen.
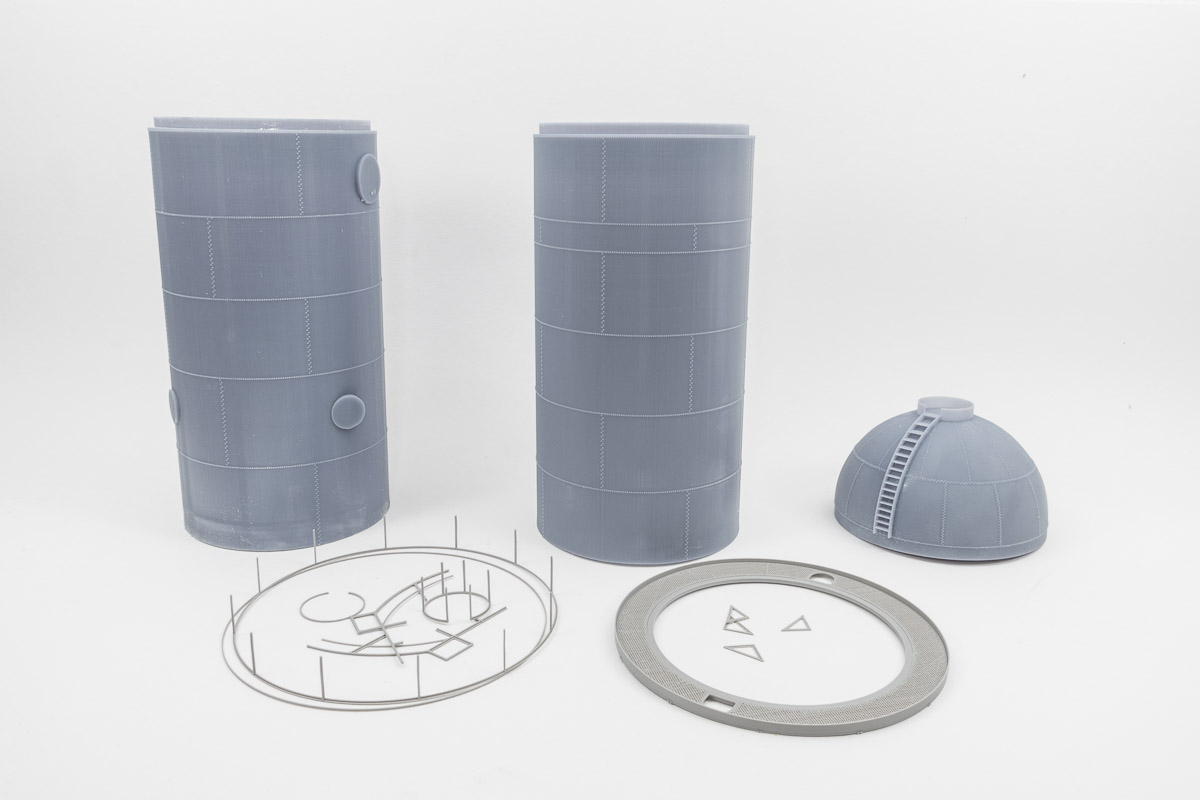
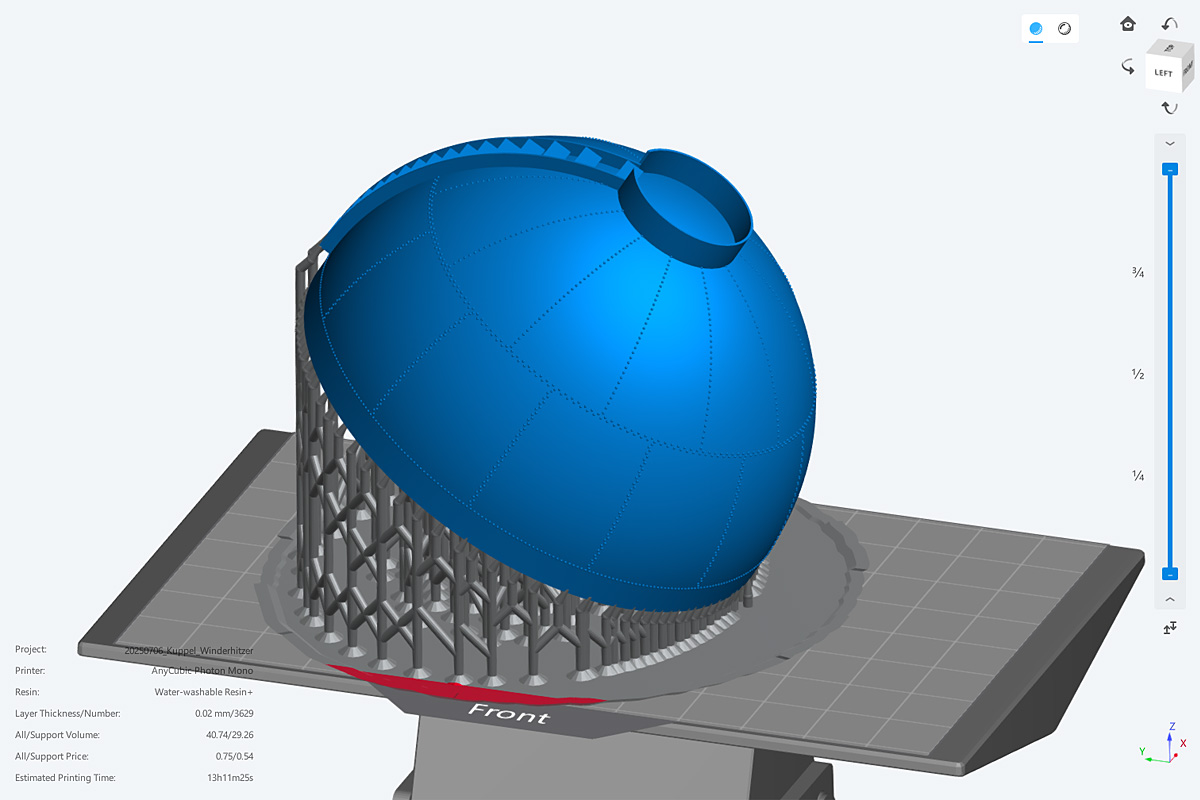
Ich habe den zylindrischen Teil in zwei Hälften sowie separat dazu die Kuppel gedruckt. Die Höhe der Bauteile von rund 150 mm passte ebenfalls so gerade in den Anycubic und
war schon knifflig, den fertigen Druck aus dem Gerät herauszunehmen. Ach ja, der Druck der beiden Zylinder geschah mit einer XYZ-Auflösung von rund 50 µm und hat jeweils knapp 14 Stunden
gedauert. Die Kuppel habe ich mit einer Z-Auflösung von 20 µm gedruckt, um eine schönere Rundung zu erhalten. Das hat dann knapp 17 Stunden gedauert.
Die Drucklinge habe ich an der Unterseite vorsichtig von den Supports entfernt und plangeschliffen. Die drei Teile konnte ich dann recht paßgenau zusammenstecken - ich war beeindruckt,
wie akkurat der kleine Drucker gearbeitet hat. Die Nahtstelle auf halber Höhe wird nicht auffallen. Der Übergang zu Kuppel wird durch den runden Wartungssteg kaschiert. In
der Probeaufstellung kommt der Prototyp ziemlich überzeugend herüber.
Der nächste Schritt war dann die Konstruktion der Kuppeldetails. Hierzu hat mir Christian Piepiora netterweise Fotos aus Hattingen zur Verfügung gestellt. Da derzeit und vermutlich
noch für einige Jahre der Aufstieg auf den Hochofen der Henrichshütte gesperrt ist, kann ich die Ansichten nicht selbst in Augenschein nehmen.
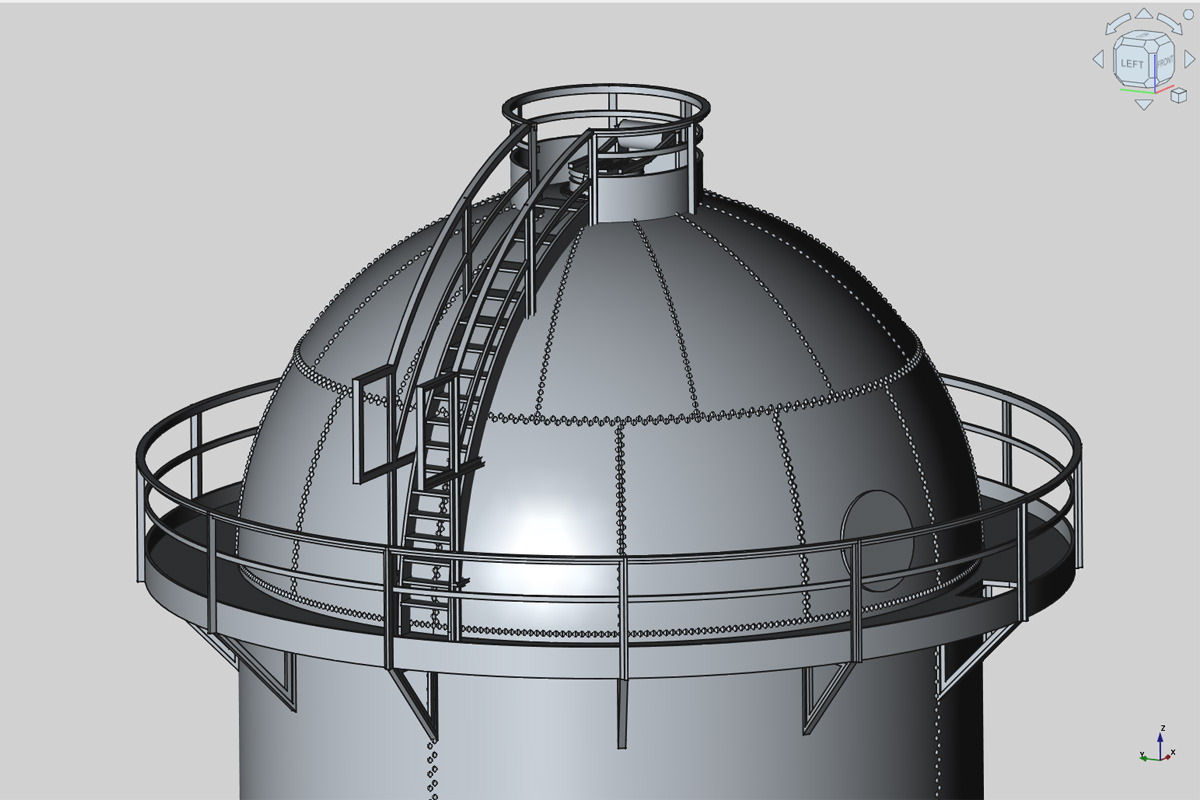
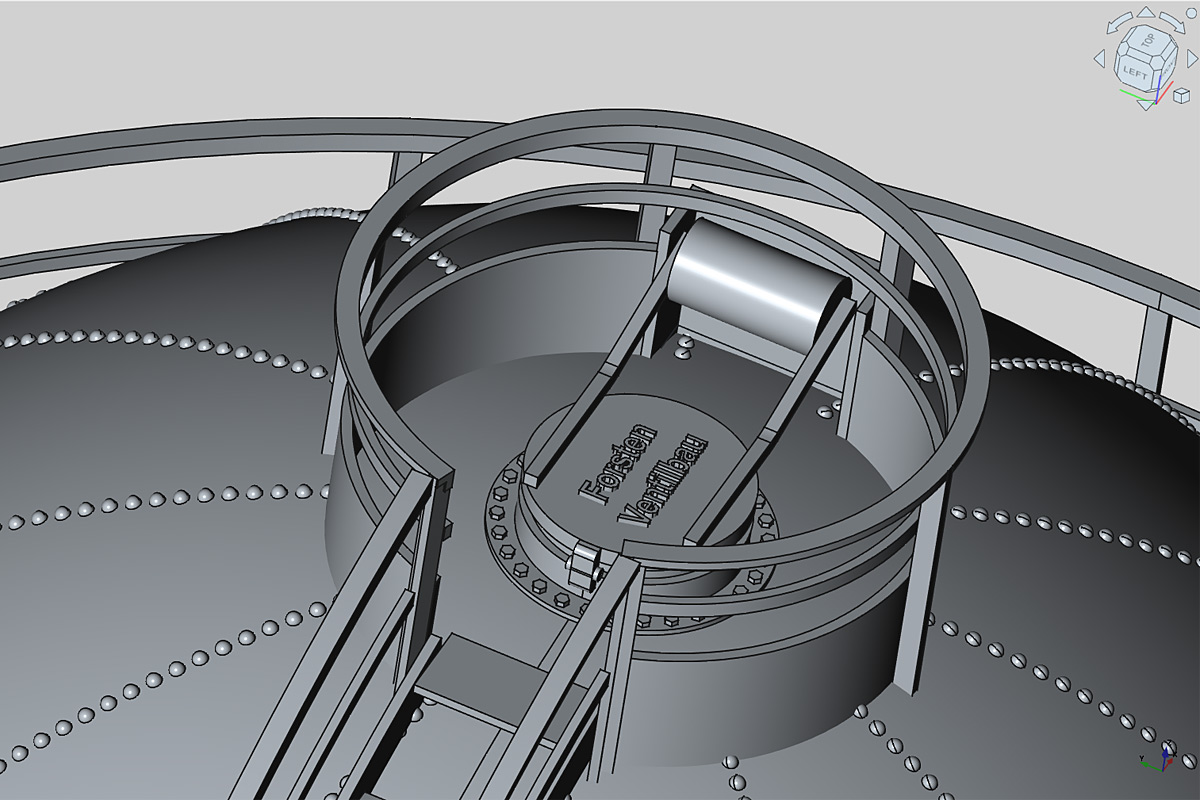
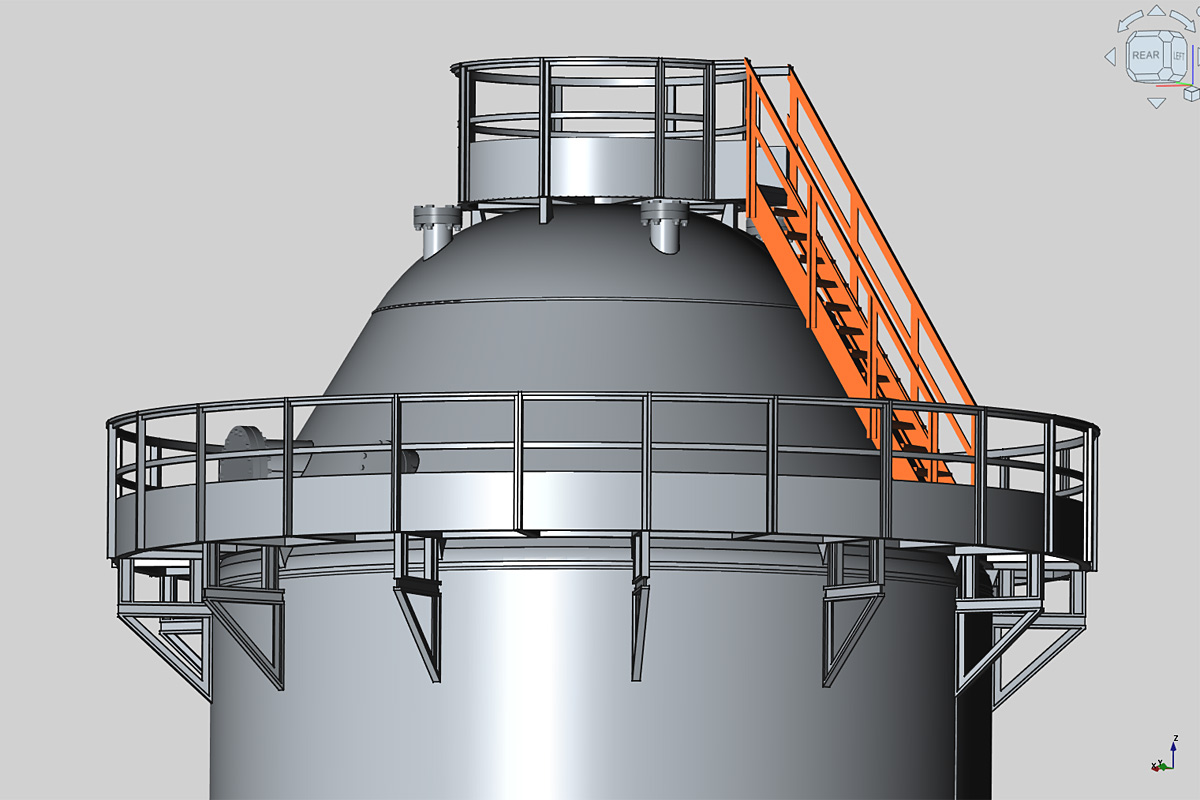
Die wesentlichen Elemente habe ich als Einzelteile in FreeCad separat konstruiert: die eigentliche Kuppel mit über 750 Niete, der Treppenaufstieg zur Kuppelspitze mit Geländer, das
Überdruckventil sowie der runde Wartungsgang mit Geländer und Stützen. Die Geländer und der Wartungsgang habe ich mit dem FDM-Drucker erstellt, die Teile aus PLA sind deutlich stabiler
als Resinteile.
Die Probemontage war erfolgreich, alles passte gut zusammen. Es fehlen noch runde Verblechungen sowie die kleinen Luken für die Wartungsöffnungen.
Mehr Details und Maßkorrekturen
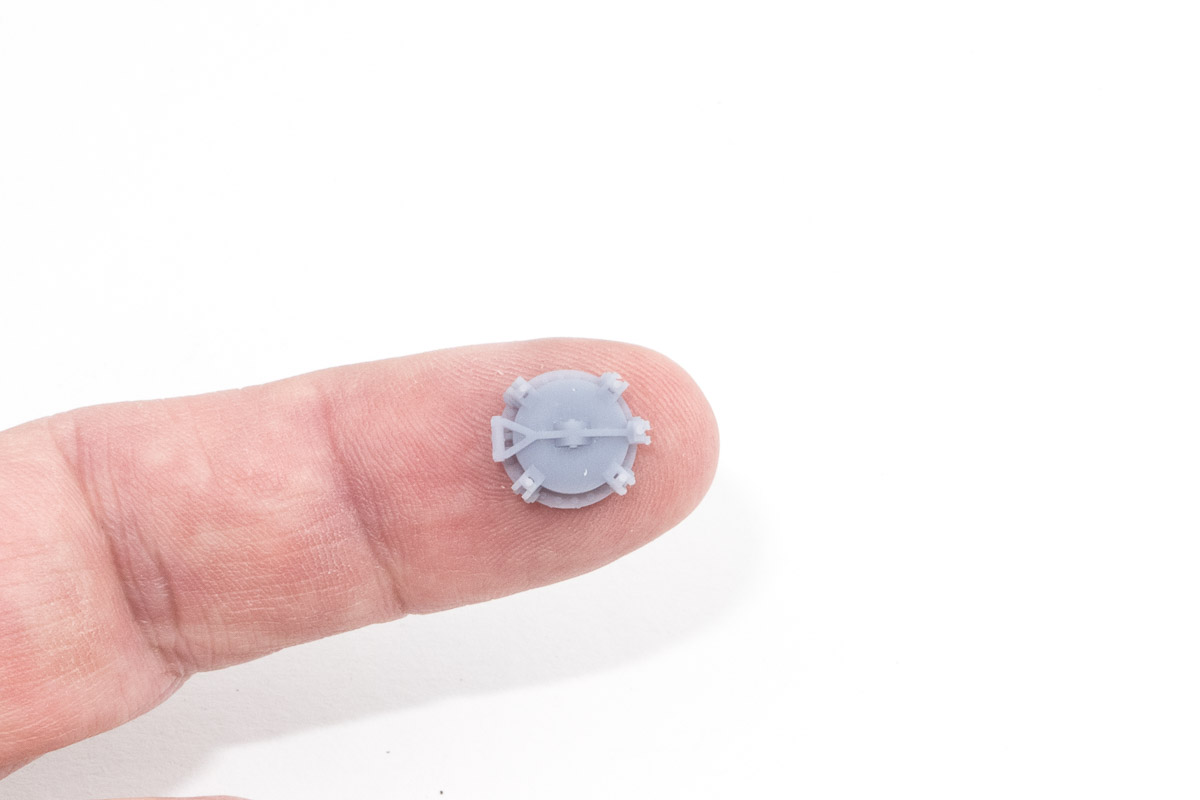
Cowper 31 und 32 verfügen über zahlreiche Wartungsluken, die sowohl oben an der Kuppel als auch in Bodennähe eingebaut wurden. Im Original haben sie rund 80 cm Durchmesser, das sind in
H0 rund 9,2 mm. Ich habe sie zweiteilig gedruckt: einmal den Einbauflansch und separat den Deckel. So lassen sich die Supports gut verstecken. Die Cowper bekommen an den richtigen Stellen kleine
Aussparungen, damit die Wartungsluken bündig eingeklebt werden können. Vielleicht ergänze ich noch die Deckelbeschriftung mit dem Herstellernamen.
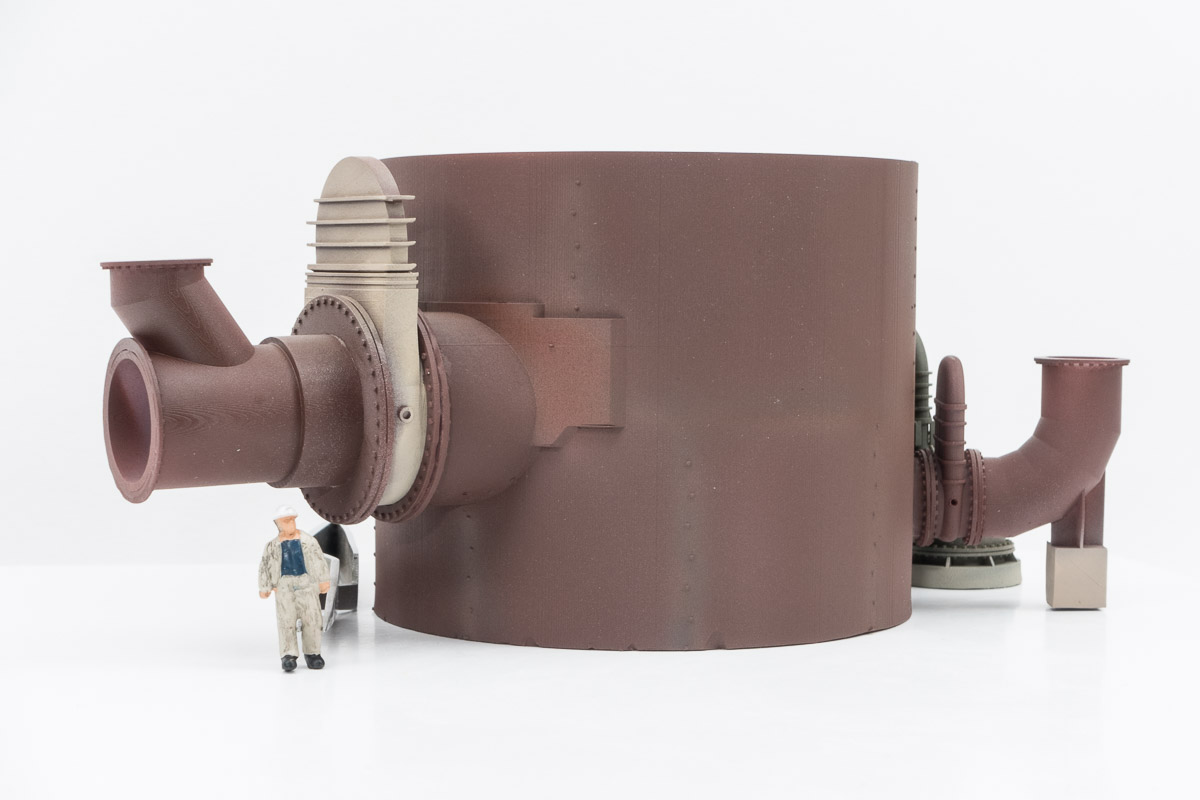
Eine besondere Bastelaufgabe stellen die Rohranschlüsse der Winderhitzer dar. In Bodennähe haben Cowper 31 und 32 folgende Armaturen dazu:
Der aufwendig konstruierte Brenner, in dem das Reingas und Frischluft verbrannt werden, damit der Cowper auf Temperatur kommt
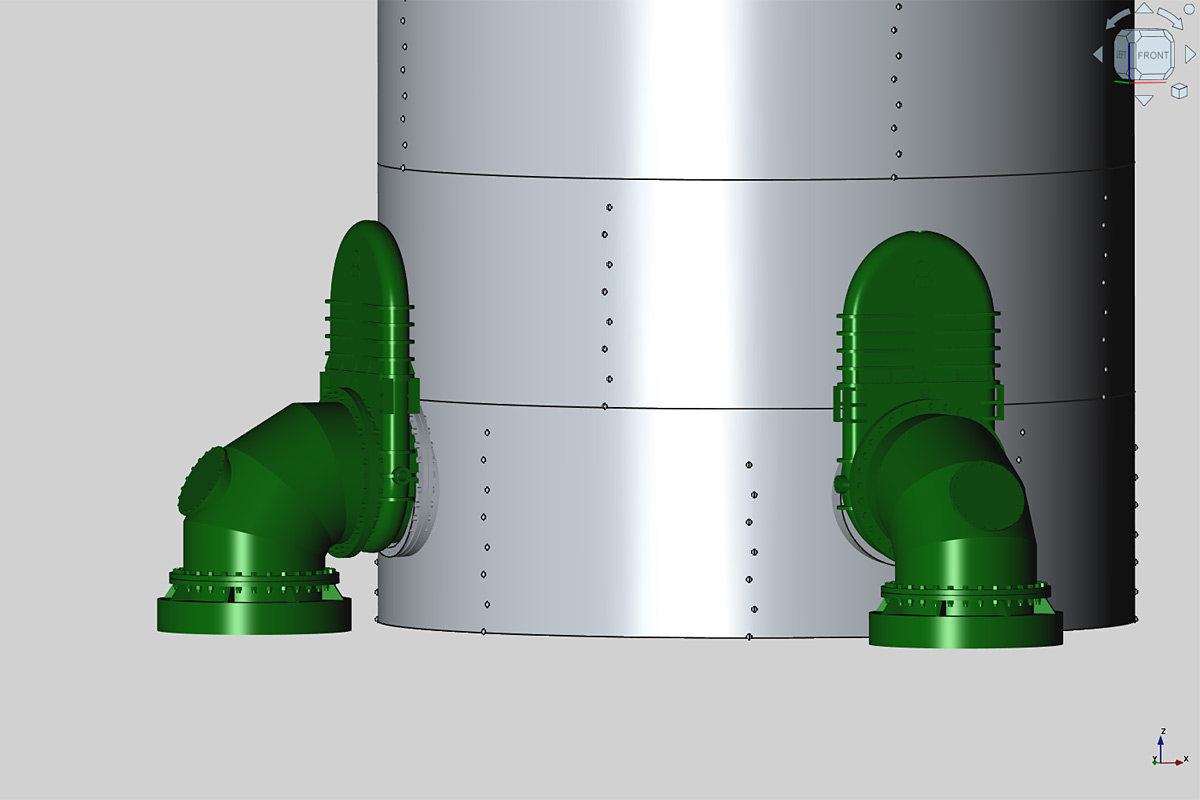
Zwei Abgasrohr, durch die das verbrannte Gas in unterirdische Kanäle zum Schornstein strömen
Eine Kaltwindzuleitung, mit der Frischluft in den heißen Cowper geleitet wird
Der Heißwind wird durch einen Anschluß etwa auf halber Höhe entnommen und ist vom Boden kaum zu sehen.
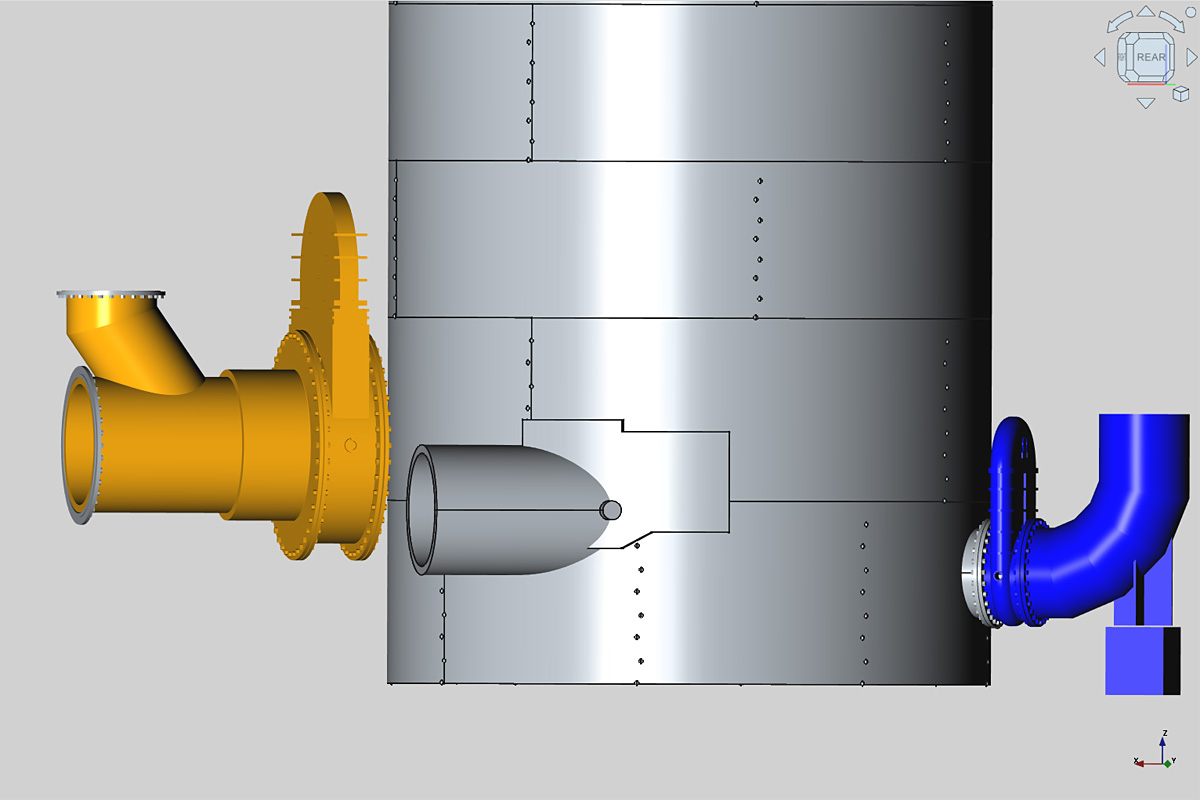
Alle Anschlüsse sind mit Schiebern versehen, damit die Gaszu- und Abflüsse je nach Betriebszustand passend gesteuert werden können. Erster Schritt beim Nachbau der Anschlüsse
sollte daher die richtige Lage der Rohrstutzen am Cowper und die Schieber nebst Flanschen sein.
Vor Ort in Hattingen sind die Cowper leider durch Bauzäune abgesperrt, daher kann man weder die genauen Abmessungen ermitteln noch Detailfotos erstellen. Ersatzhalber habe ich
die Abstände der Nietreihen als Referenz verwendet, um daraus dann alle weiteren Dimensionen abzuleiten. Bei den Schiebern konnte ich auf den Schieber an der Rohrbrücke am Stahlwerk
zurückgreifen. Die Flansche konnte ich mit meinem variablen Template in FreeCad schnell passend erstellen, gleiches galt für die Segmentbögen.
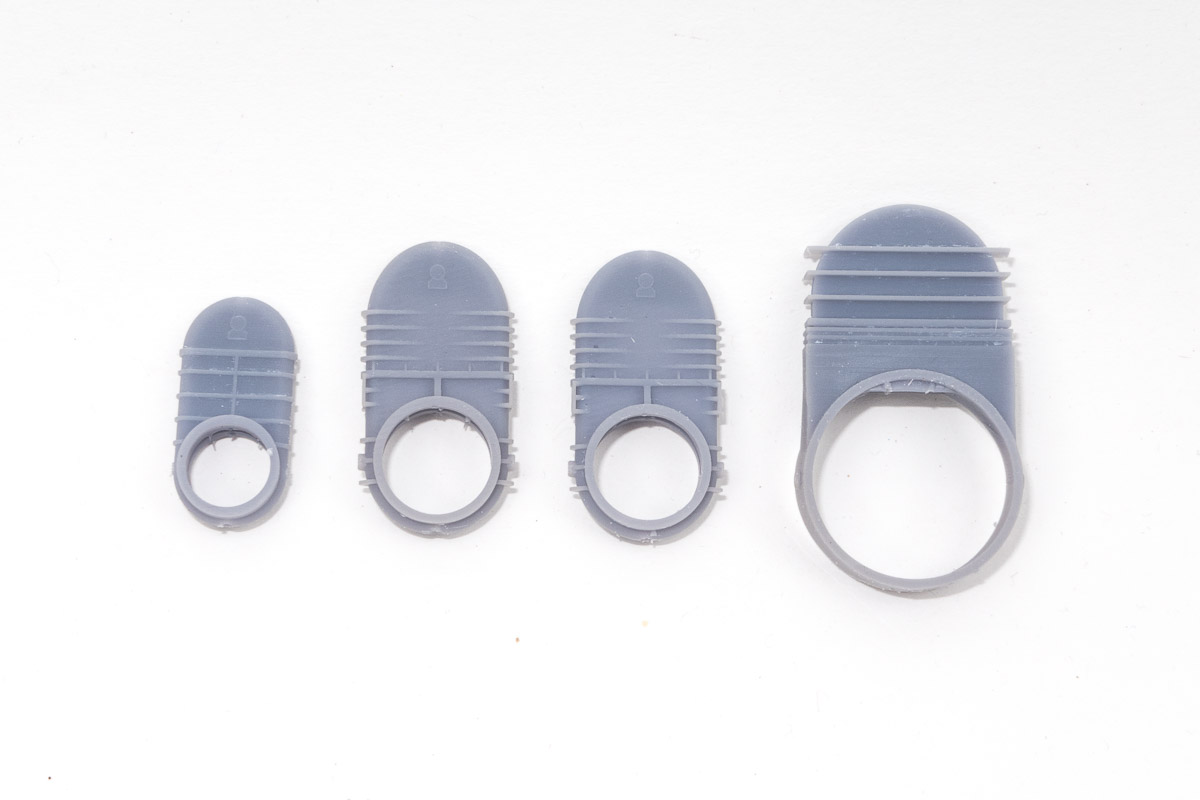
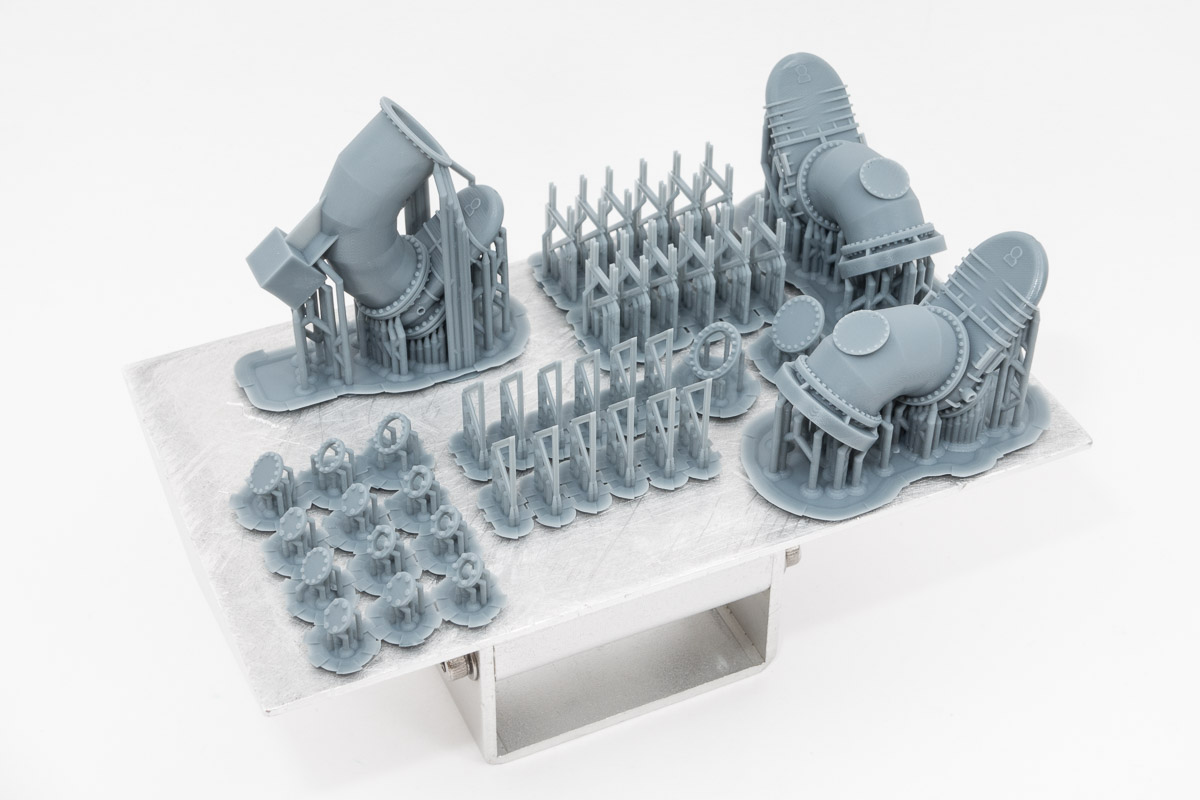
Ich habe alle Schieber nebst Zubehör dann 3D-gedruckt, ebenfalls das untere Segment vom Cowper 31. Dabei war ich schon überrascht, wie sehr sich die Schieber in der Größe
unterscheiden. Nachdem ich die Bauteile mit der Airbrush mit etwas Farbe versehen und zusammengeklebt hatte, konnte ich mir ein Bild von der Gesamtwirkung machen. Und dieses
Bild, besonders im Vergleich zu einem 1:87 Kumpel, passte überhaupt nicht zu den Fotos. Nun war guter Rat teuer!
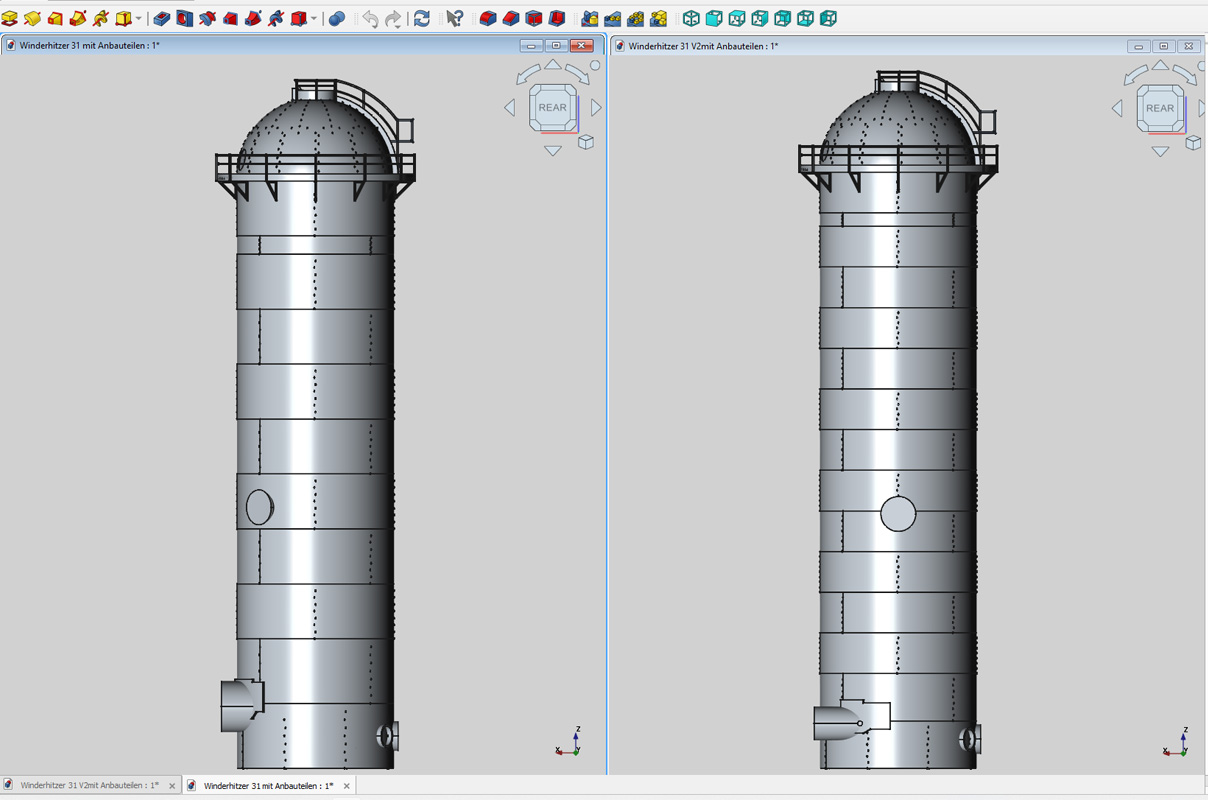
Netterweise hatten Bernd und René auf meine Bitte nochmal versucht, die Abmessungen vor Ort abzuschätzen und noch ein paar neue Fotos erstellt. Mein gröbster Schnitzer: Ich hatte
den Winderhitzer mit 11 Zylindersegmenten konstruiert, auf den Fotos konnte ich aber 15 Segmente zählen. Das konnte ich in FreeCad schnell anpassen. Die beiden untersten Segmente, die etwas
kräftiger ausfallen, als der Rest, hatte ich zunächst eine Höhe von 33 mm ermittelt, nun ergaben sich 24 mm - also ein erheblicher Unterschied!
Besonders macht sich der Unterschied an der Brennerseite bemerkbar. Hier hatte ich eine Seitenansicht verwendet und alle Maße aus der Segmenthöhe von 33 mm hergeleitet. Nun schrumpft alles
zusammen und sitzt auch deutlich näher am Boden. Bei den Abgasrohren habe ich lediglich den Durchmesser etwas angepasst, der Kaltwindschieber blieb sogar unverändert.
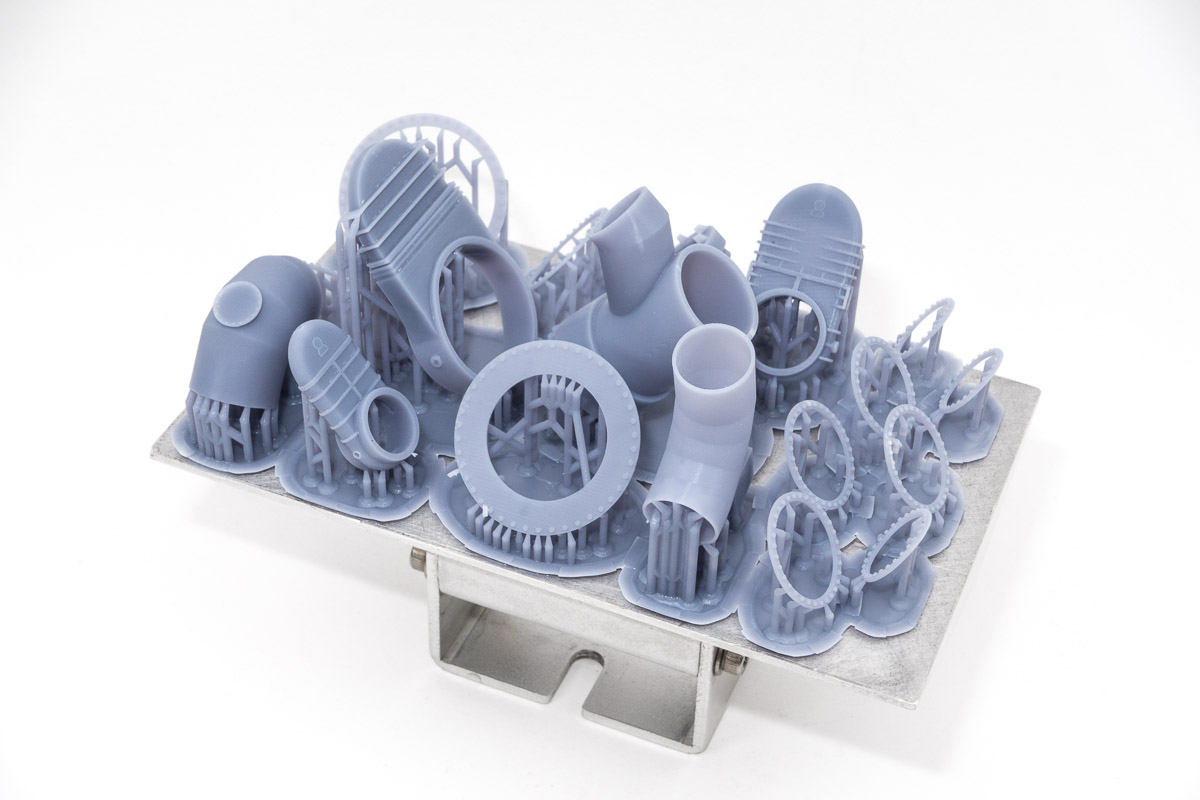
Um schnell einen Eindruck der neuen Gegebenheiten zu bekommen, habe ich den kompletten Cowper 31 nochmal gedruckt. Hier wurde wieder der zu kleine Druckraum des Anycubic Mono spürbar.
Die neuen Armaturen habe ich komplett auf eine Druckplatte gesetzt. Das vereinfacht die Montage, aber die Supports versauen doch an vielen Stellen die Details. Künftig werde ich die
Baugruppen wieder in Einzelteile zerlegen. Der neue Schieber auf der Brennerseite war noch nicht fertig, die Anpassungen waren etwas aufwendiger.
Neben den beiden Cowpern 31 und 32 mit halbkugelförmigen Kuppeln im schicken Rostdesign stehen in Hattingen auch die beiden moderneren Winderhitzer 33 und 34. Sie haben eine kegelförmige Kuppel
mit freistehender Zugangstreppe und sind mit verschweißten Alublechen (oder Edelstahl?) verkleidet. Niete findet man hier nicht. Auch sind die Blechsegmente deutlich breiter, trotz etwas
größerer Höhe sind hier nur 11 Segmente plus Kuppel zu zählen.
Auf meiner Anlage werden drei Exemplare der alten Cowper Platz finden, für die moderne Variante habe ich keine Verwendung. Da aber Bernd als auch René die Gegenheiten in Hattingen
nachbauen möchte, beschäftige ich mich auch mit der modernen Ausführung.
Der Rundgang an der Kuppel ruht auf der stabilen Stützen, oben auf der Spitze findet sich eine weitere kronenartige Wartungsfläche. Dort befindet sich vermutlich ein Sicherheitsventil.
Leider habe ich keine Fotos aus der Vogelperspektive finden können, auf denen man mehr Einzelheiten erkennen kann.
Die vorhandene FreeCad-Konstruktion für Cowper 31 war schnell angepasst. Die Niete konnten entfallen und und ich musste nur einen Segmenttyp mit den Schweißnähten ausstatten. Die Kuppel
war hingegen eine Neukonstruktion und ich habe versucht, die Wirkung der Fotos so gut wie möglich zu treffen.
Zunächst habe ich keine Rohranschlüsse vorgesehen. Dazu ist ein Besuch vor Ort in Hattingen notwendig, damit ich die Gegebenheiten besser verstehe. Auf den Fotos sind nicht die
typischen Schieber zu sehen. Hier scheinen andere Systeme verwendet worden zu sein. Gedruckt habe ich den Cowper 31 in drei Teilen: Die Kuppel mit den beiden darunterliegenden Segmenten
sowie zwei Zylinder mit vier bzw. fünf Segmente. Ich hoffe, daß ich künftig zweiteilig drucken kann und damit eine Nahtstelle weniger anpassen muss.
Zur Probe habe ich den Erstlingsdruck vom August2025 zusammen mit der neu erstellten Version von Cowper 31 sowie den Erstling von Cowper 33 auf die Anlage gestellt. Mit deutlich über
30 cm Höhe sind sie schon beeindruckend, wirken aber neben dem Hochofen wiederum etwas untersetzt. Nebeneinander sind auch die Unterschiede durch die Überarbeitung bei Cowper 31 gut erkennbar,
aber auch die abgeflachte Rundung am Rande des Druckraums. Über die korrekte Höhe von Cowper 33 werden wir im Bastelteam nochmal beraten müssen.
Eine schnelle Lackierung mit Acyrllack aus dem Baumarkt hilft dabei, einen Eindruck der späteren Wirkung zu erhalten. Es bleibt noch viel zu tun.